| No. |
Name |
Value |
Unit |
Note |
| 1 |
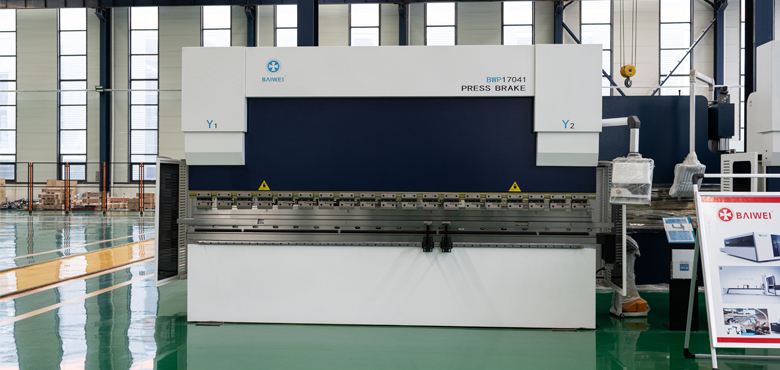
Nominal Pressure |
1700 |
KN |
|
| 2 |
Worktable length |
3200 |
mm |
|
| 3 |
Column distance |
2100 |
mm |
|
| 4 |
Depth of throat |
320 |
mm |
|
| 5 |
Max open height between worktable and slide stroke |
400 |
mm |
|
| 6 |
Slide stroke |
140 |
mm |
|
| 7 |
Axis |
3+1 |
|
Mechanical compensation |
| 8 |
The height of the workbench above the ground |
850 |
mm |
Excluding lower mold |
| 9 |
Maximum working pressure of hydraulic system |
22 |
MPa |
|
| 10 |
Main motor |
Y132S-4 1440r/min 5.5kw |
| 11 |
Slide stroke speed |
carrying idler |
130 |
mm/s |
|
| Operation |
12 |
mm/s |
|
| Return speed |
120 |
mm/s |
|
| 12 |
Gear pump |
Model |
HG0-10-01R-VPC |
|
|
| flow |
10 |
ml/r |
|
| Pressure |
32 |
MPa |
|
| 13 |
Dimension |
Length |
3850 |
mm |
|
| Width |
2250 |
mm |
Excluding front stripping |
| Height |
2850 |
mm |
|
Note: Y1, Y2 axis - controlling slider movement;
X-axis - controls the forward and backward movement of the rear stopper;
V-axis - automatic hydraulic deflection compensation for the workbench.
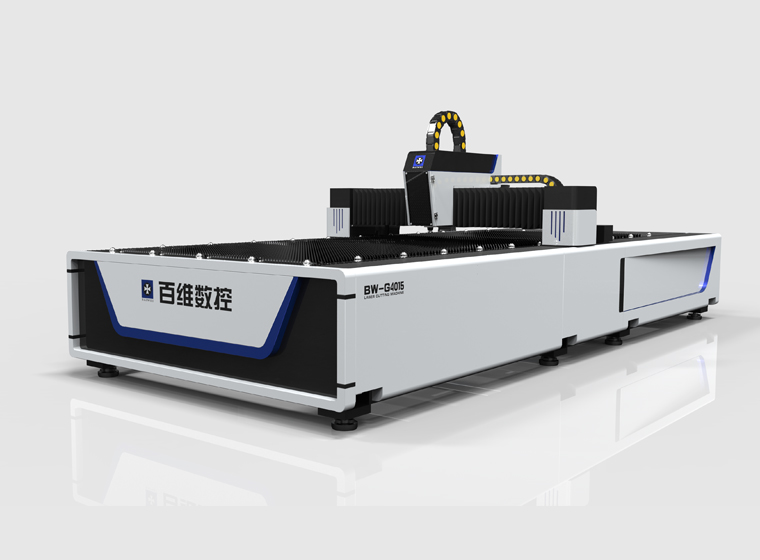 BW-G3015 3kw open type fiber laser cutting machine
BW-G3015 3kw open type fiber laser cutting machine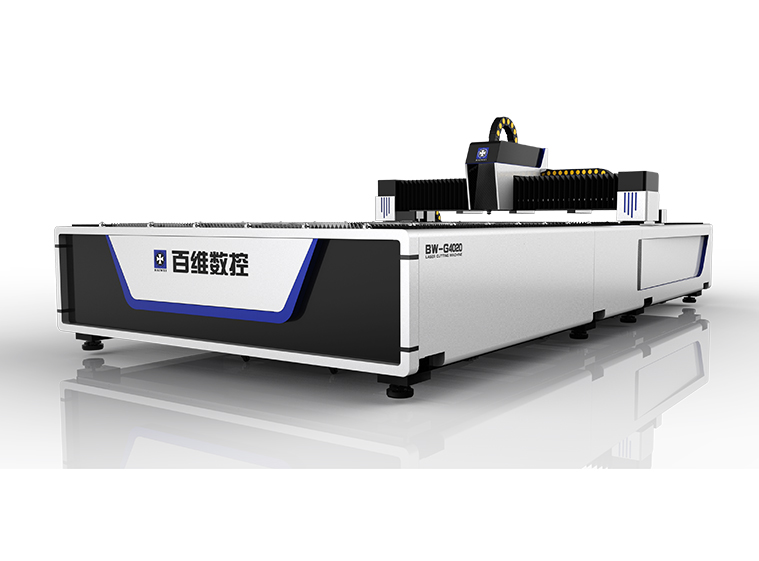 BW-G4020 Open type fiber laser cutting machine
BW-G4020 Open type fiber laser cutting machine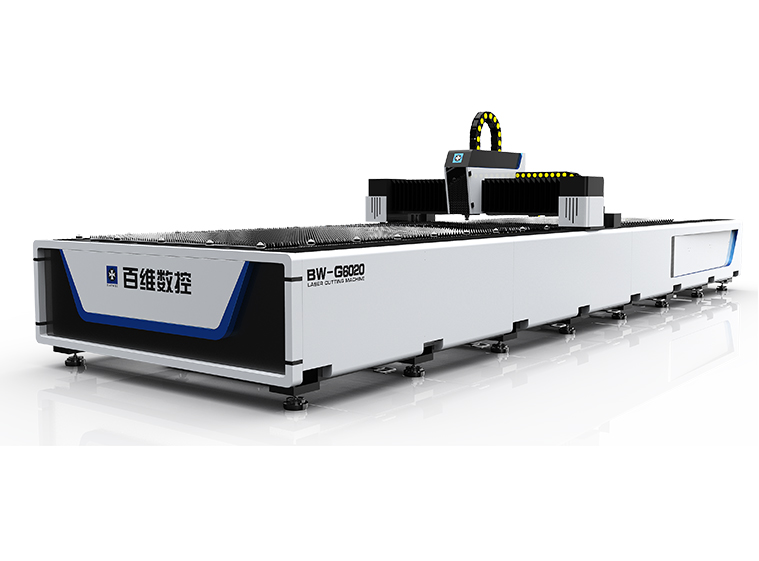 BW-G6020 Open type fiber laser cutting machine
BW-G6020 Open type fiber laser cutting machine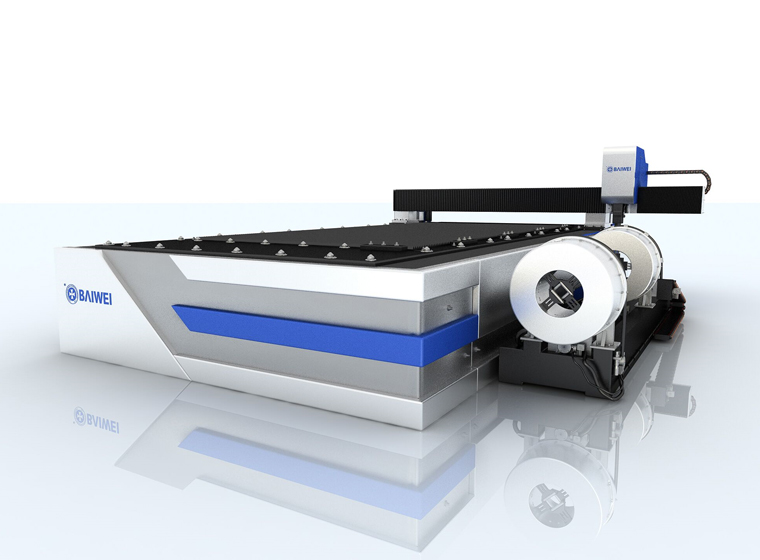 BW3000 6kw open type fiber laser plate&tube cutting machine
BW3000 6kw open type fiber laser plate&tube cutting machine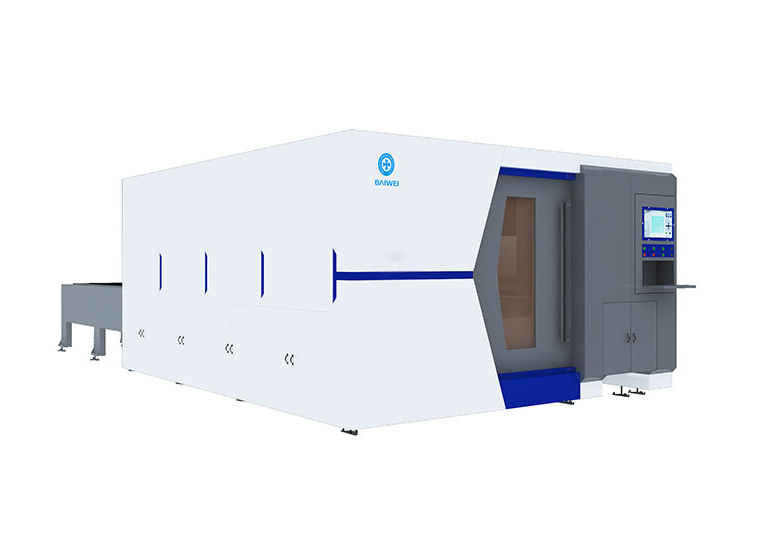 BW3000 6KW closed type fiber laser plate&tube cutting machine
BW3000 6KW closed type fiber laser plate&tube cutting machine BW-G6025 Closed type fiber laser cutting machine
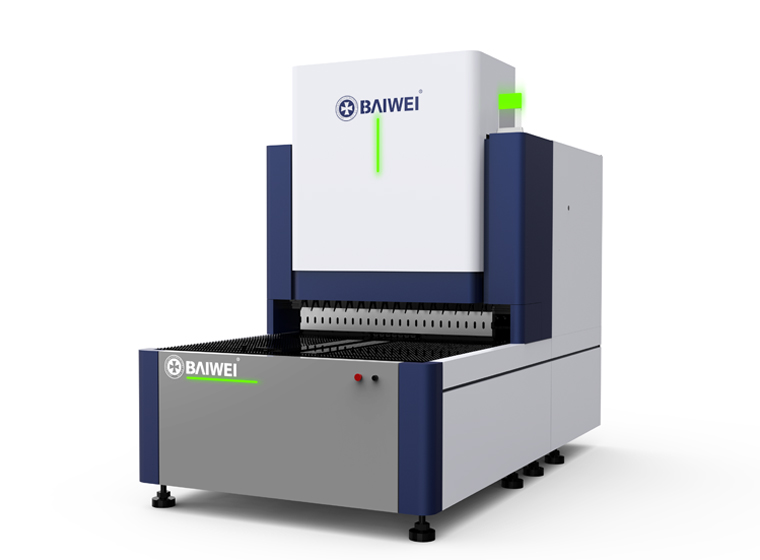
BW-G6025 Closed type fiber laser cutting machine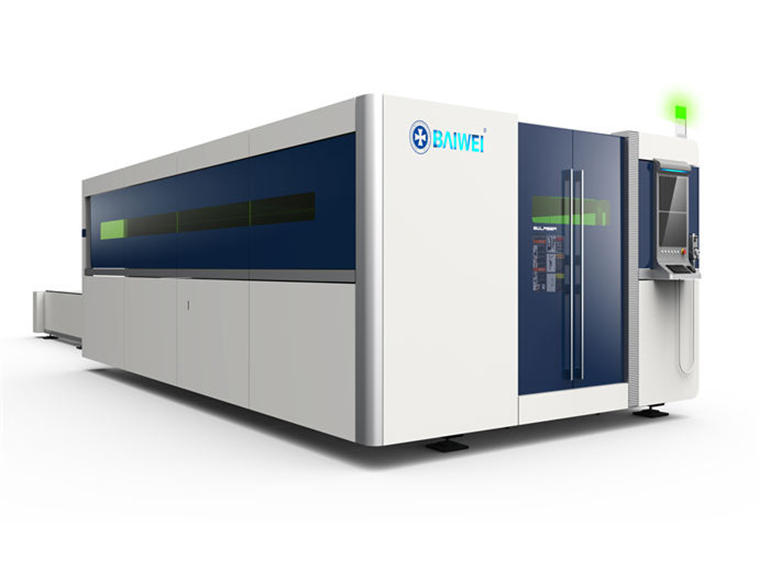 BW-G12025 Closed type metal sheet laser cutting machine machine
BW-G12025 Closed type metal sheet laser cutting machine machine.jpg) BWQG SERIES Professional Laser Tube Cutting Machine 3kw-20kw
BWQG SERIES Professional Laser Tube Cutting Machine 3kw-20kw.jpg)


.jpg)